Global Precision Ball & Roller
178 Sunny Valley Road
New Milford, Connecticut 06776
![]()
T:860-210-0808
F:860-210-0818

Manufacturing Process
Standard Steel Ball Production
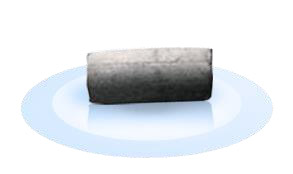 1. Heading
1. Heading
 1. Heading
1. HeadingBall blanks are cold or hot headed from rolls of wire or bar stock depending on their size and the material. The heading machine cuts off a short cylinder of the material and a moving die with a concave spherical cup drives the cylinder into a matching cup in a fixed die. The result is a spherical shape which is the ball blank.
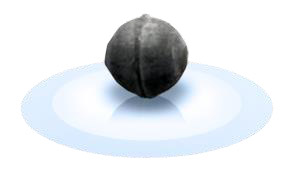 2. Flashing
2. Flashing
 2. Flashing
2. FlashingThe flashing operation removes the slight belt and small protrusions left on the surface faces by rolling them between the two hard alloy plates under high pressure.
 3. Heat Treat
3. Heat Treat
 3. Heat Treat
3. Heat TreatThe balls are hardened, if required, by heating them to a high temperature (over 1500 degrees Fahrenheit) in an atmospherically controlled furnace and then quenching them into a liquid bath. They are then tempered to reduce their brittleness by heating them to a low temperature (around 325 Fahrenheit). Samples are checked for hardness. The grain size and metallurgical structure are inspected under a high power microscope.
 4. Grinding
4. Grinding
 4. Grinding
4. GrindingThe hardened balls are precision ground by rolling them between the faces of a fixed iron plate and a very hard fine-grit grinding wheel.
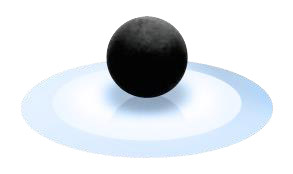
 5. Lapping/Polishing
5. Lapping/Polishing
 5. Lapping/Polishing
5. Lapping/PolishingThe next step is the lapping operation. The hardened ground balls are rolled between two cast iron plates. One plate is fixed while the other is rotated at a very low speed. The real secret of the extreme quality of precision balls happens here. At this stage the sphericity and size have been established and are carefully inspected by ABMA customer requirements. The final production operation is polishing which adds the shiny luster to the finished ball. The balls are then inspected visually and / or mechanically inspected.

 Quality
Quality
ISO 9001: 2015
ISO 14001: 2004
ISO TS 16949: 2009
 GLOBAL PRECISION BALL AND ROLLER © 2015 - All Rights Reserved
GLOBAL PRECISION BALL AND ROLLER © 2015 - All Rights Reserved
178 Sunny Valley Road, New Milford, Connecticut 06776
Tel: 860-210-0808 | Fax: 860-210-0818 | Email: info@globalprecision.com